

We help to feed more than 1.4bn people & keeping them hygienic and healthy!
Hengjiu’s established history and experience in Food Manufacturing Conveyor Chain Component Design and Manufacturing offers One-Stop Supply and Usage Flexibility in meeting the demanding expectations –
- Zero Waste
- Food Stays Fresh
- Food Safety & Hygene
- Automation & Robotics
Industries –
- Beverages & Juices
- Distillers
- Dairy Products
- Sauces & Dressings
- Syrups & Flavors
- Spices, Extracts & Essential Oils
- Edible Oil
- Nutraceuticals
- Cosmetic Creams & Lotions
- Soaps, Shampoos
- Pharmaceutical & Biomedical
- Industrial Chemicals
- Agro Chemicals
- Cleaning Chemicals, Detergents
- Automotive Chemicals
- Hazardous / Explosive Products
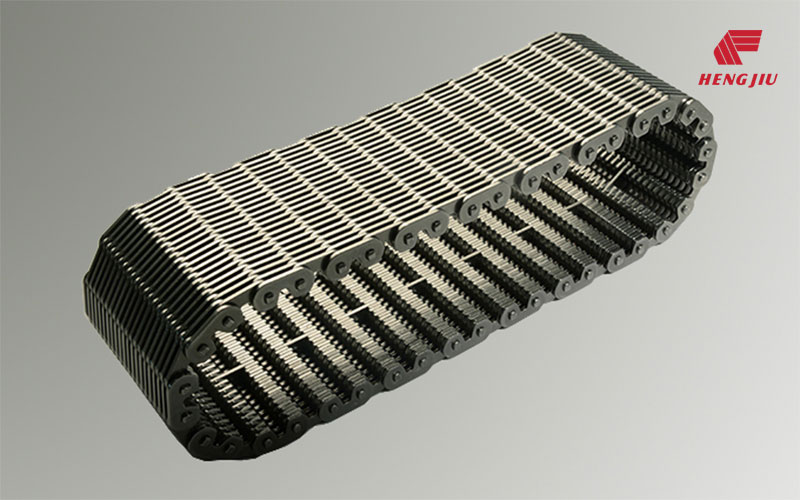
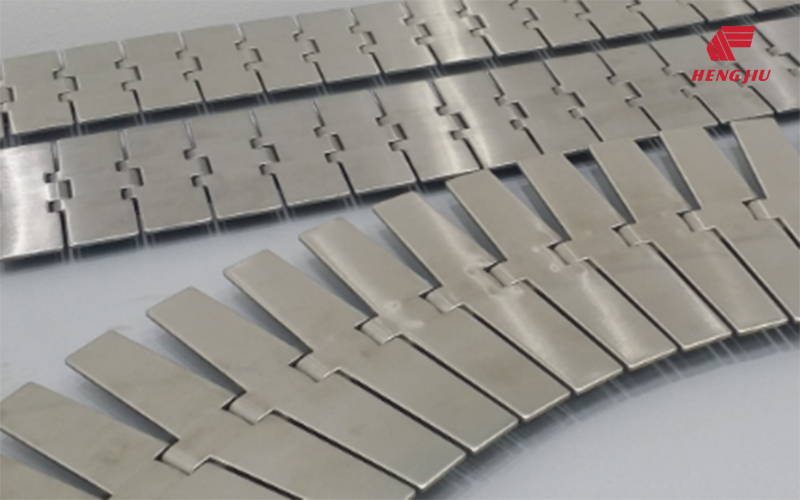
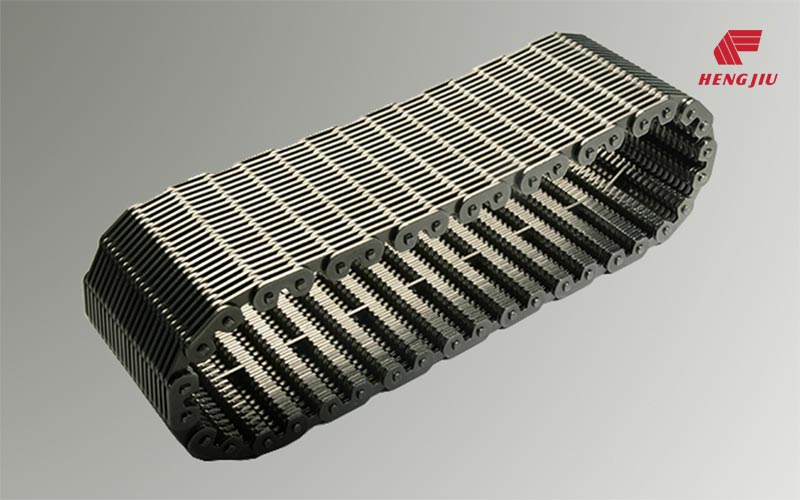
Hengjiu offer a full line of Conveyor Chains in component and modular configurations, including accessories and ancillary parts, that cater to most related table top chain conveyors used in beverage filling, food and pharmaceutical operations, and rinsers to ensure food safety –
Standard Conveyor as in Inline Filling Systems that includes sanitary construction, construction for corrosive environments, hazardous location requirements, and custom engineered handling systems.
Flex Chain Conveyor that allows Inline Filling Systems that become conveyor systems in virtually any elevation or direction to fit the process requirement and location.
Stainless Sanitary Conveyor that cater to ease of cleaning.
Chemical Resistant Conveyor with sealed structural components and chemical duty chain conveyors typically used in strong acid or base filling operations.
Heat Resistant Conveyor typically used in heat tunnel applications that subject to temperatures up to 400oF (200oC).
Hazardous Location Conveyor typically found in solvent and volatile liquids operations.